在現代化工業建設中,管道是不可或缺的“血管”,承擔著輸送各類流體、氣體的重任。其中,螺旋鋼管和直縫焊管作為兩種主流且成熟的焊接鋼管類型,因其不同的制造工藝與性能特點,在各自的適用領域發揮著關鍵作用。理解二者的區別與優劣,對于工程選型、成本控制和確保項目質量至關重要。
一、制造工藝:核心差異之源
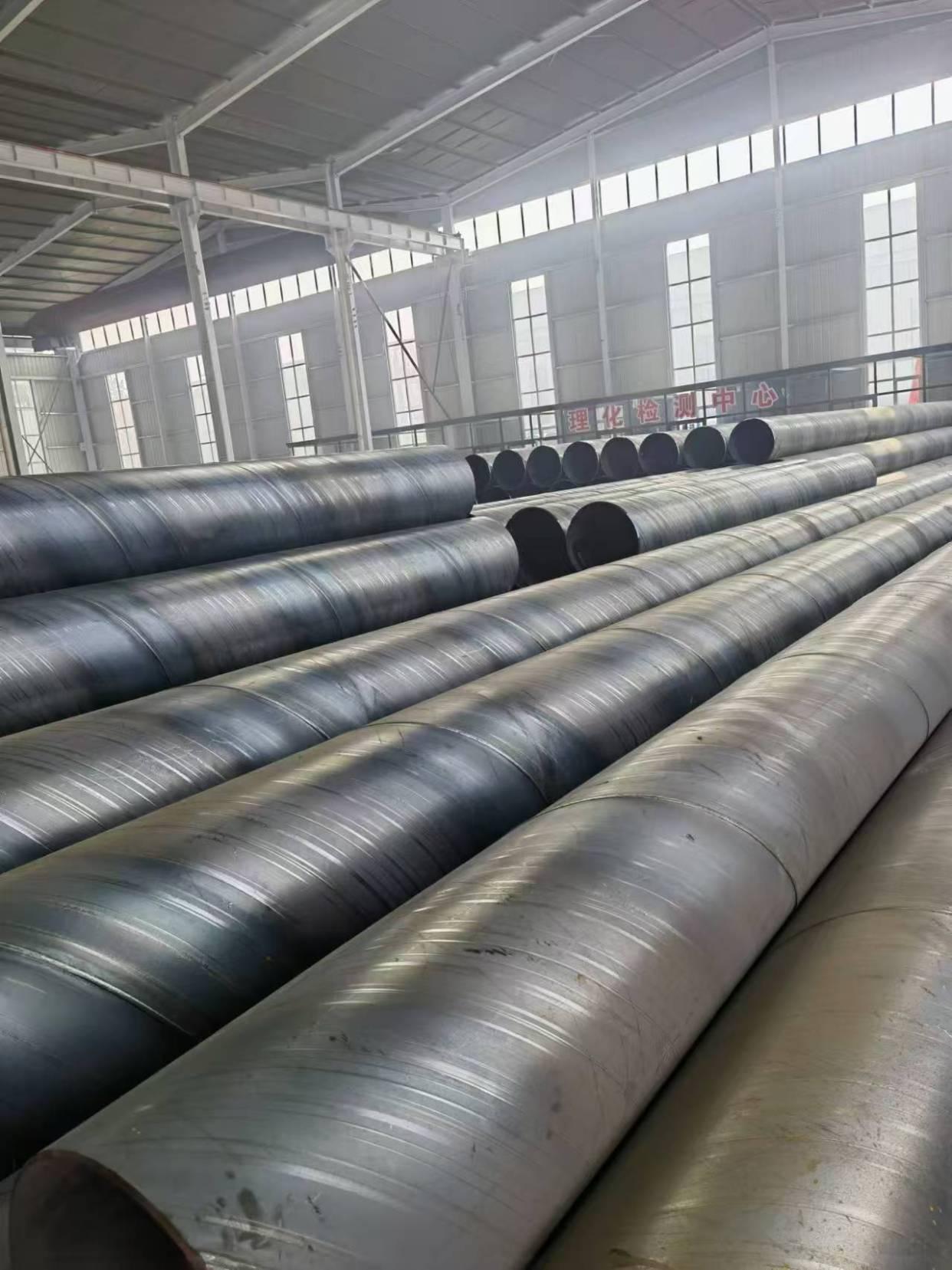
螺旋鋼管,顧名思義,其焊縫呈螺旋線狀。其生產工藝是使用熱軋鋼帶卷為原料,在常溫下通過成型器連續彎曲,使鋼帶形成一定的螺旋角(通常為45°-90°),隨后進行內外雙面埋弧焊接而成。這個過程是連續進行的,可以生產出理論上無限長的鋼管。
直縫焊管,其焊縫是一條與鋼管軸線平行的直線。其生產工藝主要有兩種:高頻電阻焊(ERW)和埋弧焊(LSAW)。高頻電阻焊管使用冷軋鋼帶卷,通過高頻電流使焊縫邊緣瞬間加熱熔化并加壓焊合,生產效率高,主要用于中小口徑管道。而埋弧焊直縫管(通常稱為JCOE或UOE管)則使用單張鋼板為原料,先經過預彎、J/C/O成型等步驟形成管筒,再進行內外埋弧焊接,最后擴徑。這種工藝能生產大口徑、厚壁的高強度管道。
二、性能特點與應用場景對比
螺旋鋼管的優勢與局限:
1. 優點:
* 口徑靈活: 使用同一寬度的鋼帶,通過調整螺旋角,可以生產出不同口徑的鋼管,口徑范圍大。
- 承壓性能好: 螺旋焊縫在一定程度上使管體主應力方向偏離了焊縫方向,從而分散了焊縫處的集中應力,使其抗壓、抗變形能力較強,尤其適用于承受徑向壓力(如管樁、橋墩)。
- 連續性生產: 生產效率高,定尺靈活。
- 局限:
- 焊縫長度長: 同長度下,螺旋焊縫遠長于直縫,理論上增加了滲漏風險點。
- 尺寸精度與圓度: 通常略遜于高質量的直縫埋弧焊管。
- 殘余應力: 成型工藝可能帶來較大的殘余應力。
- 應用領域: 廣泛應用于市政排水、污水處理、低壓輸水、管樁、支架結構、通風管道等對承壓要求中等或側重結構強度的領域。
直縫焊管的優勢與局限:
1. 優點:
* 焊縫質量易控: 焊縫短直,焊接過程穩定,易于實現自動化控制和無損檢測,焊縫質量通常更均勻可靠。
- 尺寸精度高: 尤其是JCOE/UOE工藝生產的鋼管,幾何尺寸(如圓度、平直度)非常精確,壁厚均勻。
- 材料性能優: 可使用高強度鋼板,生產出的鋼管綜合力學性能好,殘余應力低。
- 局限:
- 設備投資大: 尤其是大口徑埋弧焊直縫管生產線,投資成本高。
- 口徑受板寬限制: 鋼管最大口徑受限于所用鋼板的寬度。
- 應用領域: 是高壓、高危輸送領域的首選。主要用于石油、天然氣長輸管線(主干線)、城市燃氣高壓管網、化工項目工藝管道、電站鍋爐高壓管、海洋平臺結構用管等對安全性、承壓能力和尺寸精度要求極高的場合。高頻電阻焊直縫管則大量用于低壓流體輸送、建筑腳手架、家具等。
三、如何選擇:關鍵考量因素
在實際工程中選擇螺旋管還是直縫管,需要綜合評估:
- 設計壓力與介質: 高壓、易燃易爆、有毒介質優先選用高質量的直縫埋弧焊管。
- 口徑與壁厚要求: 超大、特厚壁管道,直縫埋弧焊管(JCOE/UOE)更具優勢;對口徑變化有靈活需求,螺旋管適應性更強。
- 成本預算: 在滿足設計要求的前提下,同規格的螺旋鋼管通常生產成本更低,更具價格優勢。
- 標準與認證: 嚴格遵循項目指定的國際(如API, ASTM)或國家標準,這些標準往往對管型有明確或隱含的推薦。
###
螺旋鋼管與直縫焊管并非簡單的孰優孰劣,而是工業技術為滿足不同需求演化出的不同解決方案。螺旋鋼管以其靈活性和經濟性,在眾多基礎建設領域站穩腳跟;而直縫焊管,特別是高性能埋弧焊管,則以卓越的可靠性和精度,捍衛著能源動脈與關鍵設施的安全。二者的共存與競爭,共同推動了焊接鋼管技術的進步,為全球基礎設施建設提供了堅實可靠的“鋼鐵脈絡”。